| Profil | Technik | Projekte | Partner | Kontakt | Impressum | ||||
| Referenzen | aktuell | ||||||||
| REFERENZEN Querschnitt 1968 - 2005 | |||||
|
1968 - 1977 Ingenieurbüro Kalhammer - Bad Tölz Projektierung (Planung der technischen Gewerke, Ausschreibungen, Abrechnungen u.a. bis hin zur Übergabe) und Bau von 2 Ziegeleien, 1 Kieswerk, 1 Krankenhaus, 2 Hotels, 2 Wohnanlagen, 1 Betonröhrenwerk, 2 Zementwerke, 1 Kompost- und Humusaufbereitungsanlage |
|||||
|
1977 - 1992 Forschungsanlage Schraufstetter/MBB - Ismaning/München Betreiber: Wilfried Schraufstetter |
|||||
|
Forschung und Entwicklung von Fermentations- und Verölungstechnologien, Doppelschneckenanlagen, Mahlsystemen u.a. Substrate: Sämtliche Gülle- und Mistarten, pflanzliche Abfälle (Grasschnitt, Rohkartoffel, Schlempen, etc.), tierische Abfälle (Schlachthofreste, etc.), diverse Abfälle aus der Lebensmittelindustrie, diverse Abfälle aus der Land- und Forstwirtschaft, Biomüll, Klärschlamm Ausbildung von Doktoranden für den Lehrstuhl Weihenstephan/Bayern |
|||||
|
Luftaufnahme der Anlage
Gaskopf, Rohrverteilung |
|||||
|
1982 Biogasanlage Oderding, Oberbayern Betreiber: Landwirtschaftliche Betriebsgemeinschaft Oberding, Ammertal GbR Substrate: Rinder- und Schweinegülle,Geflügelmist Fermentervolumen: 108 m³
1982/83 Biogasanlage Brennerei Heiligenloh, Niedersachsen Betreiber: BIAB Brennerei GmbH & Co. KG, Hans Spradau Substrate: Kartoffelschlempe, Getreideschlempe Fermentervolumen: 300 m³
1984/85 Mellinghausen, Niedersachsen Betreiber: Mellinghäuser Brennereibetriebs GmbH, Karl Müller Substrate: Kartoffelschlempe, Zuckerrübenschlempe, Hühnergülle Fermentervolumen: 2.200 m³
1985 Biogas- u. Alkoholanlage Brennerei Heiligenloh, Niedersachsen (Erweiterung) Betreiber: BIAB Brennerei GmbH & Co. KG, Hans Spradau Substrate: Kartoffelschlempe, Getreideschlempe, Destillationsschlempe Fermentervolumen: 700 m³
|
|||||
|
Maischebottische
|
Heizkessel für Alkoholanlage |
||||
|
1984-1988 Farmaufbau Paraguay Betreiber: I.T.M. Farm Management (overseas) Ltd. Gesamtplanung mit Ausbau Infrastruktur
1985 Fermenter Lehrstuhl, Berlin Betreiber: Versuchs- und Lehranstalt für Spiritusfabrikation und Fermentationstechnologie, Berlin Substrate: Schlempe aus diverser Organik Fermentervolumen: 3 Versuchsfermenter je 2 m³
1985/86 Biogasanlage Prickings-hof (Pumpen- und Rohrleitungsplanung) Betreiber: „Europabauer“, Bauer Ewald, Prickings-Hof Substrate:Rinder- und Schweinegülle Fermentervolumen: 2 x 500 m³
1986 Versuchfermenter Lehrstuhl, Weihenstephan/Bayern Betreiber: TU München / Weihenstephan, Wissenschaftszentrum für Ernährung, Landnutzung und Umwelt Substrate: Brauereiabfälle, Schlempe Fermentervolumen: 1 Versuchsfermenter 2 m³
1988 Alkoholanlage Fernandopolis, Brasilien Betreiber: Techint, Sao Paulo Substrate: Zuckerrohr (dekantierte Vinioto) Fermentervolumen: 2.700 m³
Ansicht Fermenter für Viniotovergärung
1989/90 Biogas- u. Alkoholanlage Brennerei, Zehdenik/Niedersachsen Betreiber: Spradau GmbH Agrarbetriebs KG Substrate: Kartoffelschlempe, Getreideschlempe, Rinder- und Schweinegülle Fermentervolumen: 1.800 m³
1986 Biogas-Kleinanlage, Indonesien Betreiber: Messerschmitt-Bölkow-Blohm GmbH Substrate: Diverse flüssige Substrate Fermentervolumen: 4 x 20 L
1987/91 Biomassefeuerung/Brikettiertechnik Marfit, Milano/Italien Betreiber: Frattini / Marfit Industries Ltd. 3 Brikttierpressen Schneckendurchmesser: 600 mm
Montage Doppelschneckenanlage
1992 Biogasanlage Brennerei, Lerchenfeld Betreiber: Gräflich von Lerchenfeld’sche Güterinspektion Substrate: Kartoffelschlempe, Pferdemist, Rindergülle Fermentervolumen: 400 m³
1993/94 Biogasanlage Brennerei, Taufkirchen bei München Betreiber: Fa. Wagmüller Substrate: Rindergülle und Kartoffelschlempe Fermentervolumen: 400 m³ (direkt im Wohngebiet) Planung und Bauüberwachung
1995/97 Biogasanlage u. Hackschnitzelheizung Brennerei, Roding bei Cham Betreiber: Agrarenergie Roding eG Substrate: Rinder- u. Schweinegülle, Kartoffel- und Getreideschlempe Fermentervolumen: 1.500 m³ Planung und Bauüberwachung
1997/98 Biogasanalge Brennerei, Altheim bei Landshut Betreiber: Genossenschaftsbrennerei und Trocknerei Altheim e.G. (Hr. Weiss) Substrate: Kartoffel- u. Getreideschlempe, Kartoffel-Pulpe, Rinder- u. Schweinegülle Fermentervolumen: 1.500 m³ Planung und Bauüberwachung
|
|||||
|
Ansicht Biogasanlage |
Fermenter in der Bauphase |
||||
|
2000/01 Biodieselanlage Brennerei, Schleswig in Schleswig-Holstein Betreiber: VG Cordes & Stoltenburg GmbH & Co. Verarbeitung bis zu 30.000 t Raps p.a. Biodieselherstellung nach DIN-Norm
2000/04 Biogasanlage Kräuterverwertung, Hamlar bei Donauwörth Betreiber: ESG Kräuter Hamlar, Bioenergie Hamlar Gmbh Substrate: Kräuterabfälle, Rinder- u. Schweinegülle, Molkereiabfälle Fermentervolumen: 3.800 m³ Planung und Bauüberwachung
|
|||||
|
Außenansicht Biogasanlage |
Blick in den BHKW-Raum |
||||
| AKTUELL | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
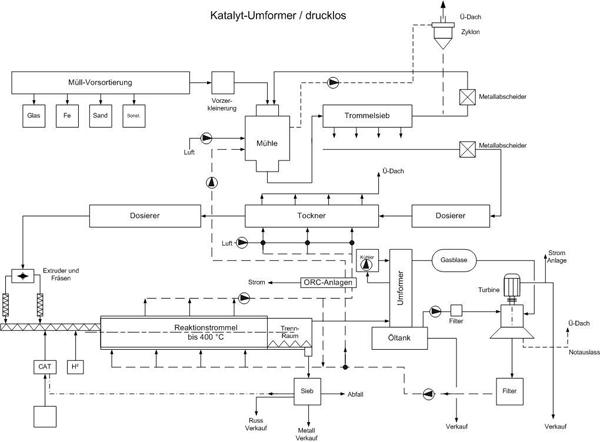
Rohstoffliche Verwertung von Kunststoffen aus Müll Kunststoffe werden durch Polymerisation von Monomeren hergestellt. Bei einer rohstofflichen Verwertung werden die Bindungen zwischen den einzelnen Kettengliedern chemisch oder physikalisch gelöst und man erhält das Ursprungsprodukt zurück. Für Kunststoffabfälle und Gemische wurden Verfahren entwickelt, die es ermöglichen, wieder zu dem Grundstoff, aus dem sie entstanden sind, zurückzukommen; dem Rohöl. 2009 wurden in Deutschland 17Mio.to Kunststoff produziert und diese Branche ist auf Wachstumskurs. Es gibt viele Arten, diese Kunststoffe zu nutzen. Seit den 80er Jahren gab es z.B. an der Universität Tübingen und später in der Schweiz Versuche, die nachgewiesen haben, dass Kunststoffabfälle durch thermisch-katalytischen Abbau unter Luftabschluss zur Gewinnung von dieselähnlichen Verbindungen oder Heizöl genutzt werden können. Ausschlaggebend sind die steigenden Rohölpreise sowie ein gewachsenes Umweltbewusstsein, was letztlich dazu beitrug, dass immer mehr Wissenschaftler und auch die Wirtschaft die stoffliche Nutzung von Kunststoffabfällen vorantreiben. Auch ist es seit dem 01.Juni 2005 nicht mehr zulässig, Kunststoffabfälle auf Deponien zu entsorgen. Es zeigt sich, dass es wirtschaftlich und ökologisch sinnvoll ist, die Nutzung von Kunststoffabfällen nach dem Konzept der Firma Schraufstetter – Biomethan durchzuführen. Allgemeine Beschreibung der Anlage: Das Verfahrensprinzip der katalytischen Verölung (druckloses Verfahren) ist seit Jahren bekannt. Ziel ist es, weitgehend unter Luftausschluss das Eingangsmaterial Kunststoff in den Reaktor einzutragen. Dies gewährleistet eine Maximierung der Ölgewinnung bei gleichzeitiger Minimierung der unerwünschten Restprodukte wie Teer und Bitumen. Das Konzept der Firma Schraufstetter - Biomethan gewährleistet durch die Eintragstechnik einen optimalen Wirkungsgrad und somit einen maximalen Brennstoff-Output. Technische Informationen Es handelt sich bei dem Gesamtkonzept um ein druckloses Aufschlussverfahren. Sortierung Die Sortierung der verschiedenen Kunststofffraktionen und Reststoffe wie Metalle usw. ist kundenseitig zu erstellen. Die Aufbereitung und Sortierung der Kunststoffe ist nicht im Angebot enthalten!! Es muss kundenseitig gewährleistet werden, dass keine Metalle mehr in den Kunststoffen sind. Das Grundmaterial der Anlage soll aufbereitete DSD-Sortierware sein. Rohstoffeintrag Der Rohstoffeintrag erfolgt (je nach Eingangskunsstoff) über Radlager, die den Aufgabebunker befüllen, weiter mit Förderbändern, Metallabscheidern, Förderschnecken, Extruderschnecke, Eintragsfräse und Eintragsschnecke in die Reaktionstrommel. Prozess Die eingetragenen Rohstoffe werden in der Reaktionstrommel mit einem Katalysator vermischt und bei hohen Temperaturen erhitzt. Durch die chemische Reaktion entsteht ein Öldampf, welcher sich u.a. aus einem Dieselschnitt, Benzinschnitt, Kerosinschnitt, Teergemisch und Wasser zusammensetzt. Die Gesamtfraktion wird herunter gekühlt. Die Fraktionen liegen nun in flüssiger Form vor. Input Eingangsmaterial ist DSD Material (Ersatzbrennstoff). Die Inputmenge beträgt bis 3,5to / Reaktionstrommel, bei einem Wasseranteil <10%. . Pos.1. Bunkerung – Vorratshaltung Für die Bevorratung des Einsatzstoffes ist eine Rohstoffmenge von 5Tagen vorzusehen. Dies entspricht einer Menge von ca. 600 to bei einer Durchschnittsleistung von 4000 kg. Diese Menge ist trocken zu lagern und mit einem Radlader in den Einsatzbunker aufzugeben. Für die trockene Lagerung des Kunststoffes ist der Betreiber verantwortlich. Als Einsatzstoff ist kunststoffhaltiger Ersatzbrennstoff vorgesehen (aufbereitete DSD-Sortierwerte). Der Heizwert liegt bei 11-30MJ/Kg. Der Aschegehalt beträgt <10%, Wassergehalt <10%; der Chlorgehalt sollte unter 1% liegen. Die Schüttdichte beträgt 0,35 bis 0,6 t/m³. Bei einer Bevorratung von 24h würde das einem Volumen von 150m³ entsprechen. Als Bunker wird ein Kastenbunker mit Schiebeboden gewählt. Der ausgetragene Einsatzstoff gelangt über ein Band mit Magnet-Fe-Abscheidung zur weiteren Verarbeitung. Die Zuführung erfolgt mit einem Transportband mit Wägevorrichtung. 1 Stck. Aufgabebunker Aufgabebunker zum Füttern der Anlage, hat eine Fördereinheit installiert. Im Aufgabebunker wird eine Trocknungseinheit installiert, so dass ein optimal trockener Kunststoff in den Reaktor befördert werden kann. Das Befüllen des Aufgabebunkers ist kundenseitig zu erstellen, z.B. über Radlader. Der Inhalt ist so groß gewählt, dass acht Stunden ohne Befüllung gefahren werden kann. 1 Stck. Förderbänder mit FE - Abscheider Der FE – Abscheider kann nur Eisenteile aussortieren. Nichteisenteile kann er nicht aussortieren; dies muss kundenseitig schon bei der Sortierung erfolgen. Pos. 2. Dosierung / Extruder / Eintrag Die Dosierung des Einsatzstoffes mittels Zubringerschnecke erfolgt mit Hilfe eines Doppelwellenextruders. Im Extruder soll das Kunststoff-Luft-Gemisch mechanisch unter weitestgehendem Austrieb der Luft von seiner Schüttdichte von etwa 0,4 bis 0,6 t/m³ praktisch auf die Rohdichte des Kunststoff-Gemisches ( >1200 kg/m³ ) verdichtet und kontinuierlich in die Reaktionstrommel eingebracht werden. Die im Verdichtungsprozess ausgetriebene Luft verlässt den Extruder über eine Ausblaseleitung nach oben. Bei der Verdichtung wird der Kunststoff auf ca. 70° erhitzt. Nach dem Doppelwellenextruder wird das verdichtete Material wieder aufgefräst. Parallel zu der komprimierten Kunststoff-Zugabe zur Reaktionstrommel erfolgt die Katalysatorzugabe und bei Bedarf Wasserstoff. Dies ist nötig, um die Entstehung möglichst hochwertiger Kohlenwasserstoffe im Prozess bei relativ niedriger Prozesstemperatur zu ermöglichen. Bei dem Katalysator handelt es sich um granuliertes 99,7%iges Aluminiumoxyd. 1Stck. Zubringschnecke, Doppelwellenextruder, Fräse Die Zubringschnecke befüttert den Doppelwellenextruder. 1Stck. Eintragsschnecke in die Reaktionstrommel Beförderung des Kunststoffes in die Reaktionstrommel mit hoher Geschwindigkeit 1Stck. Vorratsbehälter für KAT und Zubringschnecke Vorratsbehälter hat eine Größe mit der 8Stunden ohne Befüllung gefahren werden kann. Zubringschnecke zur Eintragsschnecke. Pos. 3 Reaktionstrommel und Austrag Reaktionstrommel Um sicher zu stellen, dass die Prozess unter Sauerstoffausschluss verläuft, wird das Einsatzgut über einen Extruder und über eine Schnecke in die Reaktionstrommel befördert. Dabei werden die Aggregate mit Stickstoff inertisiert. Die Anlage ist für einen Durchsatz von 3.500kg/h unter der Zielstellung der Rohstoffgewinnung konzipiert. Die Reaktionstrommel dient der stetigen und vollmechanischen Verarbeitung von vornehmlich Kunststoff, das in feinstückiger Form von 10 – 20mm (pelletisiert) vorliegt. Die Trommel besteht aus einem 20m langen Spezialzylinder, der auf Rollen gelagert ist und durch einen Antrieb in langsamen Umlauf versetzt wird. Die Trommeldrehzahl beträgt 0,5 – 3min-1. Die Trommel hat einen Durchmesser von 2,5m. Das zu verarbeitende Material wird mit dem Katalysator am oberen Ende aufgegeben und unter dem Einfluss der Drehbewegung und Schwerkraft zum Austragsende fortgewälzt. Das Drehrohr wird über Rauchgase mit einer maximalen Temperatur von 650°C, welche in einer Turbine erzeugt werden, beheizt. Das Gesamtgewicht beträgt ca. 50 to. Dabei werden die heißen Abgase aus der Turbine mit genutzt. Die Verteilung der Rauchgase geschieht über eine die Trommel umgebende Heizmuffe. Das Aufgabegut durchläuft das beheizte Drehrohr und wird dabei zu Kohlenwasserstoffen und Restkoksanhaftungen umgesetzt. In der Reaktionstrommel erfolgt eine Aufspaltung und Neuordnung der bestehenden chemischen Verbindungen durch Cracken bzw. partielle Oxidation. Die Temperatur in der Verölungstrommel beträgt 350 – 400°C und wird die Drehzahl so gestaltet, dass der Umsatz optimal erfolgt. Die Verweilzeit wird ca. 5 - 15 Minuten betragen. Auf Grund der hohen thermischen Belastung muss außer dem Hauptantrieb noch ein Notantrieb vorgesehen werden. Der Einsatz der Drehtrommel ist wegen kurzer Verweilzeit des Materials, der geringen Wärmeverluste und des hohen thermischen Wirkungsgrades bei Gegenstrom vorteilhaft und wird deshalb so eingeplant. Im Austragbereich ist ein Gasberuhigungsraum vorgesehen, von dem aus die gasförmigen Komponenten zur Kondensation gehen und die festen Bestandteile über Hebeschaufeln dem Austrag mit Doppelpendelklappen mit Stickstoffspülung zugeführt werden- 1 Stck. Beheizung der Reaktionstrommel Trommelrohr mit einem drehenden Trommelofen, der indirekt beheizt wird mittels Heizgas. An der Stirnseite ist ein feststehendes Gehäuse, an dem die Eintragsschnecke angeflanscht wird. Auf der Heckseite befindet sich ein feststehendes Gehäuse mit Austragskasten, der auch noch indirekt beheizt werden kann. Im Austragskasten ist auch eine Revisionsöffnung. Der Trommelofen wird auf einen stabilen Stahlrahmen montiert. Austrag Reststoff Aus der Doppelpendelklappe fällt der Feststoff in eine wassergekühlte Schnecke. Dadurch erfolgt eine Abkühlung auf ca. 30–40°C, so dass es zu keiner Selbstentzündung kommen kann. Der Feststoff besteht aus Koks (~120 kg/h) Katalysator (~250 kg/h) und Aluminium (~500 kg/h ) 2 Stck. Feststoffbehälter ( Big / Bag ) 1 Stck. Feststoff – Trennung Dieses Feststoffgemisch muss noch getrennt werden. Der Aluminiumanteil wird durch Siebung getrennt. Der Kohlenstoff wird der Verbrennung zugeführt oder als Farbstoff verkauft. Pos.4 Kondensation Das erzeugte Gas, bestehend aus Ölen, teerhaltigen Dämpfen und Permanentgasen gelangt aus dem oberen Teil der Verölungstrommel in eine aus drei baugleichen und in Reihe geschalteten Einheiten bestehende wassergekühlte Kondensationskolonne. Es handelt sich dabei um Rohrbündelwärmeübertrager in stehender Anordnung. Beim Durchlauf durch die Rohrbündelwärmeübertrager kühlt sich das Gas bis zur Kondensationstemperatur der jeweiligen Ölfraktion ab. Diese verliert bei der nun am Innenmantel der Wärmeübertrager-rohre stattfindenden Kondensation ihre Kondensationswärme. Beim weiteren Ablaufen des Ölkondensates am Rohrinnenmantel entsprechend der Schwerkraft nach unten erfolgt eine weitere Abkühlung bis kurz oberhalb der Kühlwassertemperatur. Das Ölkondensat wird als Gemisch aller auskondensierbaren Fraktionen in einem Sammelbehälter aufgefangen und einer Nachreinigung zugeführt. Öl und Wasser sind in ihrem physikalischen Verhalten sehr unterschiedlich.
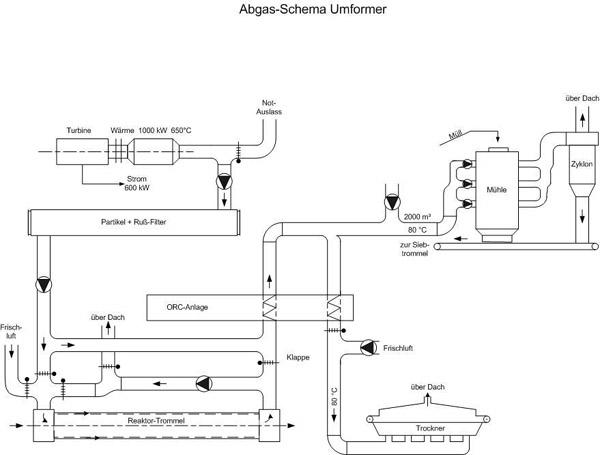
Öl und Wasser lassen sich im Allgemeinen nicht mischen. In ganz kleinen Mengen sind Öle jedoch im Wasser löslich. Basierend auf den physikalischen Unterschieden der beiden Flüssigkeiten bietet sich die Dichte als Trennmethode an. Durch den Dichteunterschied zwischen Öl und Wasser steigt das Öl an die Oberfläche und kann am Überlauf abgezogen werden. Wichtig ist, dass das Gemisch nicht in Bewegung ist. Danach wird das Öl zum nächsten Apparat geleitet und das Wasser am unteren Ende abgezogen und in einem Behälter zwischen gestapelt. 1 Stck. Kondensation Zum Kondensieren der Öle und Dämpfe. Hier ist keine Fraktionierung in die einzelnen Fraktionen vorgesehen; kann aber alternativ angeboten werden. Filter Ein Ölfilter entfernt Partikel (Feinkoks) aus dem Produkt. Da ein Ölfilter einen Druckabfall erzeugt, muss das Öl von einer Pumpe durch den Filter gepresst werden. Nach der Reinigung gelangt das Öl zum Zwischenbehälter. Die Filter müssen in def. Abständen ausgetauscht werden. 1 Stck.Filteranlage Wenn der Druck ansteigt wird automatisch auf den anderen Filter umgeschaltet. In der Zwischenzeit kann dieser gereinigt werden. Die Reinigung erfolgt automatisch. 1 Stck. Schlammbehälter Für Schlamm aus den Filtern – Schlamm muss kundenseitig entsorgt werden. 1Stck. Monopumpe Behälter ist doppelwandig zugelassen nach WHG mit Vakuumleckanzeige. Werkstoff Stahl lackiert. 1 Stck. Gasturbine Gas – Turbine 1,5MW Strom Wärme 2 MW / 650°C Abgas zur Beheizung der Reaktionstrommel und Strom für die Anlage. Das Abgas wird gefiltert, bevor es zum Heizen verwendet wird. Eine Notheizungsanlage mit 3 MW wird zusätzlich installiert.
Wärmeauskopplung /Abwärmenutzung Nach der Beheizung der Drehtrommel kommt das Rauchgas noch mit Temperaturen von ca. 450°C zum Wärmetauscher. Die Abhitzegewinnung ist aus umweltschutztechnischer und wirkungsgradtechnischer Sicht notwendig. Es gibt mehrere Möglichkeiten, die Abwärme zu nutzen: · Zur Fernwärmeerzeugung · Für Trocknungsprozesse · Warmwasserbereitstellung · Zur Heizung ( Raumheizung ) · ORC - Anlage Für diese Wärmenutzung wird das Abgas über einen Wärmetauscher geleitet, der das Kühlmedium erhitzt und zur weiteren Nutzung leitet, oder als Absorber zur Kühlung genutzt wird. Pos. 5 Rauchgasreinigung Mit dieser Anlage können die gängigen Grenzwerte nach EU-Richtlinie 2000/76/EC eingehalten werden. Es wird ein Konzept gewählt, mit dem die Emmissionsgrenzwerte der Anlage zuverlässig eingehalten werden. Das Konzept verspricht geringe Wartungs- und Betriebskosten. Folgende Zusatzdosierungen werden vor dem Reaktor der Rauchgasreinigung in das Rauchgas eingebracht: Adsorbens: NaHCO3 zur Abscheidung saurer Gasbestandteile ( HCI, HF, SO2 ) Adsorbens: Aktivkohle zur Abscheidung der Dioxine und Furane Gewebefilter: Zur Abscheidung von Staub, Schwermetallen und dem Adsorbtionsmaterial aus dem Rauchgasstrom. Die Schadstoffabscheidung erfolgt beim Verfahren der Trockensorption durch adsorptive Bindung – physikalische oder chemische Bindung der Schadstoffe an die in den Abgasstrom dosierten Sorptionspartikel. Der eigentliche Vorgang der Adsorption findet dabei im Flugstrom (Reaktor) sowie in der sich an der Oberfläche der bildenden Filterschicht statt. Die Abscheidung der Säure bildenden Gase HCI,HF,SO2 erfolgt bereits im Flugstrom mit hohen Abscheidegraden bei Verweilzeiten von 1 – 2 s, die Schadstoffe SO2, Dioxine, Furane, Hg u.a. Schwermetalle werden bevorzugt in der Filterschicht der nachgeschalteten Filteranlage adsorptiv gebunden. Nach den Analysen sind keine Dioxine, Furane oder Schwermetalle enthalten. Die Salze mit dem restlichen Staub an dem Verbrennungsprozess werden an der Gewebeoberfläche der Filterschläuche ausgeschieden und mit Hilfe von automatischer Druckluftabreinigung von der Filteroberfläche entfernt. Dieser Filtertest wird in Silos abgefüllt. Nach dem Gewebefilter wird das gereinigte Rauchgas über einen Saugzugventilator in den Kamin geleitet. Die Abgasmenge beträgt 9000m³ i.N./h Pos. 6 Rohrleitung und Stahlbau 1 Stck. Rohrleitung komplett Inkl. Pumpen, Armaturen, Schieber, Ventile, Manometer, Thermometer, Durchflussmesser, Rohrleitungen, Fittings, Halterungen usw. komplett montiert vor Ort. 1 Stck. Stahlbau Unterkonstruktion für die oben beschriebenen Komponenten aus Stahl inkl. Bühnen und Treppen die hierfür für den Prozess benötigt werden. Oberfläche entweder lackiert oder verzinkt. Pos. 7 Steuerung und Elektroinstallation 1 Stck. Steuerungstechnik, Regelungstechnik, Schaltschrank, Verkabelung des Hochtemperaturmischers mit gasfreiem Eintritt. In diesem Preis ist die komplette Verkabelung, Installation, Steuerung und Regelungstechnik der Anlage enthalten. Die Steuerung wird visualisiert und kann in einer Schaltwarte zentral gesteuert werden. 1 Stck. Notstromaggregat Für den Notdrehbetrieb der Trommel. Als Notstromversorgung dient das Reserveaggregat der BHKW-Anlage. Pos. 8 Versorgungseinheiten 1 Stck. Druckluftversorgung Für die Steuerung und Regelung des Gesamtprozesses wird Druckluft benötigt. Als Druckstufe werden 9 bar vorgesehen. Es sind ein Schraubenkompressor in Kompakteinheit und ein Druckluft-Kältetrockner vorzusehen. Als Firma wird „aircraft – Drucklufttechnik“ ausgewählt. Entstickungsanlage Zur Reduktion von Stickoxidemissionen ist eine Entstickungsanlage ( SNCR – Anlage mit Harnstoffeindüsung ) vorgesehen. Nebenanlagen Stickstoffversorgung Für die Inertisierung der Systeme und für Spül- und Abfahrprozesse wird Stickstoff benötigt. Dazu wird ein Tank mit Verdampfereinrichtung installiert. 1 Stck Montage der gesamten Anlage vor Ort 1 Stck. Inbetriebnahme Funktionstest der gesamten Bauteile – aber ohne Heißerprobung Pos. 9 Heißerprobung 1 Stck. Heißerprobung mit Material Dauer ~ 6 Monate in dieser Zeit müssen mindestens 4 Anlernkräfte zum Einfahren der Anlage dabei sein!! Pos. 10 Planung und Engineering 1 Stck. Planung und Engineering des Hochtemperaturmischers mit gasfreiem Eintritt in diesem Preis ist die Planung und Auslegung der Anlage enthalten, sowie die Zuarbeiten für den Architekten der das Gebäude plant. 1 Stck. Dokumentation In zweifacher schriftlicher Form, Sprache: deutsch Angewandte Normen: Druckgeräte nach Druckgeräterichtlinie 97/23/EG Auslegung und Fertigung von Druckgeräten nach AD2000 Einhaltung des WHG § 191 ( Wasserhaushaltsgesetz ) Einfache Druckbehälter nach Richtlinie 1999/36/EG Maschinenrichtlinie 2006/42/EG Betriebssicherheitsverordnung ( BetrSichV) Fertigung und Herstellung von Maschinen, Apparaten und Anlagen unter Berücksichtigung der Unfallverhütungsvorschriften (UFF) Anwendung von nationalen, europäischen und internationalen Normen bei der Sicherheitsbeurteilung ( z.B. DIN EN 288, DIN EN 292-1, DIN EN 292-2, DIN EN 60204) Anwendung div EG – Richtlinien ( z.B. 73/23/EWG Niederspannungsrichtlinie) Lieferausschluss: Die Planung des Gebäudes mit den Architekten sollte in Zusammenarbeit mit unserer Konstruktion stattfinden, damit Vertiefungen, Aussparungen usw. berücksichtigt werden. Alle Fundamente, Mauer-, Stemm- und Betonarbeiten Besondere Schallschutzmaßnahmen Kosten und Personal für Behördengenehmigungen; behördliche Wege, Abnahmen etc. Genehmigungen bei Behörden Bereitstellung der Betriebsstoffe wie Stickstoff, Wasser, Strom, Kunststoff ect.
Zahlungsbedingungen: 40% bei Bestellung und schriftlichem Auftragserhalt 30% nach Beendigung der Konstruktion nach 3 Monaten 20% nach Lieferung der Anlage bzw. nach Meldung der Versandbereitschaft 10% nach Abnahme der Anlage nach der Heißerprobung Zahlbar innerhalb 14 Tagen rein Netto Bauzeit: Nach behördlicher Genehmigung des Bauvorhabens Lieferzeit : ca. 12 Monate + 3 Monate Heißerprobung nach Auftragserhalt; bzw. nach technischer und kaufmännischer Klärung Preisgültigkeit: 3 Monate Lieferung der Anlagenteile und Material gehen zu Lasten des Anlagenkäufers.
Beispielrechnung für eine Standardanlage mit einer Leistung von bis zu 3 Tonnen Eintrag/h hier: getrockneter Kunststoff-Müll <20mmØ (Preise variieren mit Rahmenbedingungen vor Ort und Eintragsmaterialien)
Ölproduktion: Inputmaterial Kunststoffe mit 10% Organik; getrocknet ~ 10% Restfeuchte < als 20 mm Ø Eingang /h: 3 Tonnen Material (bis 4 t max., in Abhängigkeit des Materials) Ausgang pro Stunde: ~ 1.900 l Öl ~ 250 kg Metall / überwiegend Aluminium ~ 300 kg Wasser ~ 150 kg Asche ~ 150 kg Prozesswasser ~ 100 kg Aromaten ~ 150 kg Aluminiumoxyd ( wird gereinigt und wieder verwendet ) Produkteverkauf /d: ~ 1.900 l Öl pro Stunde ./. 200 l Eigenverbrauch (Turbine etc.) ~ 1.700 l Öl pro Stunde im 24 h – Betrieb 250 kg Metall
= 50 kg Eisen = 200 kg Aluminium = 100 kg Aromaten – hochwertig für Chemiezusätze
Derzeitiger Handelswert Heizölpreis BRD (Stand 11.11.2011) = ~ ct / l Ertragshochrechnung Anlage reduziert gerechnet:
zzgl. Reststrom aus der Turbine / d = ~ 12.000 kW (zum Verkauf) Es empfiehlt sich eine Rücklage von ca. 1.000.000,00 € p.a. für Katalysator-Einkauf, Reparaturen, Personalkosten etc.
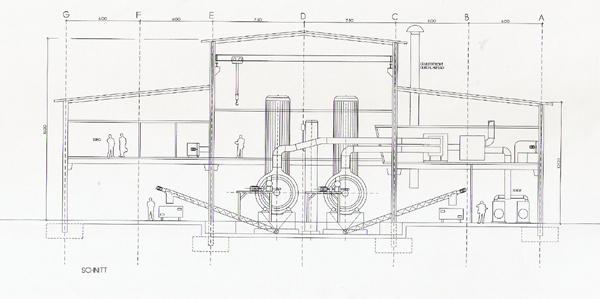
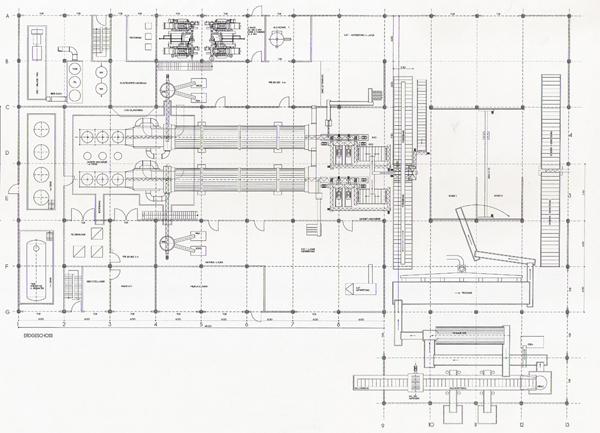
Schnitt durch die Anlage
Anlage EG
Nachfolgend einige Impressionen der zweiten Versuchsanlage zur Verölung von Kunststoffen in den letzten Montageschritten vor Inbetriebnahme:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||