| Profil | Technik | Projekte | Partner | Kontakt | Impressum | ||||
|
Energie aus Organik |
|
Organische Biomasse-Verflüssigung / Gewinnung von Kraftstoffen |
|
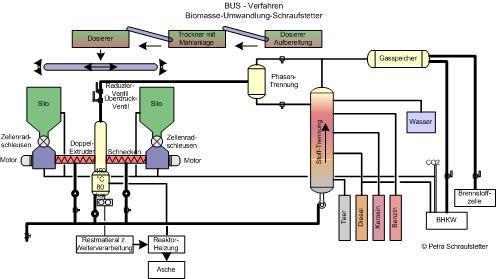
BUS - Verfahren / Biomasse-Umwandlung-Schraufstetter / Energieautark
1.1. Allgemeines
Diese Weiterentwicklung zur optimalen Nutzung von Biomasse basiert vom Prinzip auf der Verflüssigung von fester Biomasse (Gräser, Stroh, Pflanzenreste aus Landwirtschaft oder Industrie, unbehandelte Hölzer, Nutzpflanzen, etc.).
Gewonnen werden in diesem Verfahren Teer, Diesel, Kerosin, Benzin, Wasser und Gas. Das gewonnene Gas speist ein BHKW und/oder eine Brennstoffzelle. Selbst Restmaterial in Form von Asche findet Verwendung.
Die Entwicklungsarbeit in diese Richtung wurde im Rahmen unserer Forschungsanlage Ismaning/München in den Jahren 1980 - 1985 betrieben. Aufgrund der günstigen Ölpreise in diesen Jahren wurde diese Technik wieder eingestellt. Mit den Veränderungen des Ölmarktes in den letzten beiden Jahren, dem enormen Preisanstieg für Treibstoffe, wurde diese Technik (Herstellungskosten: ~ 27ct/Liter BUS-Öl) plötzlich rentabel und somit Entscheidung getroffen, diese Technik wieder aufzunehmen. Nachfolgend ein Kurzbeschreibung zur Technik.
1.2. Das Verfahren
Das BUS-Verfahren ist grundsätzlich in zwei Verfahrensteile zu untergliedern.
1. Materialaufbereitung 2. Verölungsverfahren (Stichwort: Fischer-Tropsch)
Der zweite Verfahrensteil ist ein seit mehr als 50 Jahren erprobtes und bewährtes Verfahren (Umwandlung von Synthesegas (CO/H2) in flüssige Kohlenwasserstoffe).
Die erheblichen Unterschiede in der prozentualen Zusammensetzung bzw. Gewichtung und Qualität der gewonnenen Fraktionen beruhen nicht auf den diversen Verölungs-Verfahren und -Varianten auf dem Markt (2), sondern den unterschiedlichen Varianten bei der Aufbereitung des Materials (1).
Ziel ist immer, weitgehend Sauerstoffausschluss zu erreichen. Je mehr Sauerstoff beim Eintritt in den Reaktor in den zu verölenden Materialien eingeschlossen ist, umso stärker läuft die Reaktion dahingehend ab, dass bei der Verölung die eher unerwünschten Fraktionen Teer und Holzkohle entstehen. Die beiden Nebenprodukte werden dann zu den Hauptprodukten.
Da also die Aufbereitung des Inputmaterials in direktem Zusammenhang zu den gewonnenen Outputfraktionen steht, sind Verfahren und Aufbereitung getrennt zu betrachten, wobei der Schwerpunkt in der Materialaufbereitung liegt.
Das gesamte Verfahren ist nachweislich schwefelfrei.
Der entscheidende Verfahrensteil der Materialaufbereitung muß stets individuell auf Art, Zusammensetzung, Mengenverhältnisse und Zustand des Inputmaterials ausgelegt werden um in optimaler Form in den Reaktor eingetragen zu werden. Nur so kann die Reaktion und somit das Mengenverhältnis zwischen erwünschten und unerwünschten Fraktionen gesteuert werden.
Das Ausgangsmaterial gelangt über einen Dosierer in die Mahlanlage, wo das Material getrocknet und bis zu einer Körnung von ~ 5 mm Ø fein gemahlen wird. Aus der Mahlanlage heraus gelangt das Material über einen zweiten Dosierer auf ein bewegliches, regelbares Förderband, welches 2 Silos speist. Zwischen den beiden Silos und der eigentlichen Verwertung in der Doppel-Extruder-Schnecke und dem Reaktor sind jeweils eine Zellradschleuse und Übergabe-Station zwischengeschaltet, um einen Rückschlag des Materials zu vermeiden. Zusätzlich wird um den Sauerstoffausschluss innerhalb des Prozesses zu gewährleisten und gleichzeitig den Reaktor zu beheizen, das CO2 aus der Stromerzeugung hierher abgeleitet. So wird Abwärme optimal genutzt. Der Reststoff (Restmaterial z. Weiterverarbeitung) aus der Vergasung im Reaktor wird aufgefangen und verbrannt. Hieraus wird wiederum die Temperatur für den Reaktor gewonnen (Reaktor-Heizung). Der Reststoff aus der Verbrennung ist Asche, die auf die Felder ausgebracht werden kann.
Die gewonnene Gasgemisch aus dem Reaktor gelangt in die Phasentrennung, wo das für den Betrieb des BHKWs und/oder Brennstoffzelle nutzbare Gas getrennt und abgeleitet wird in den Gasspeicher. Das verbleibende Gasgemisch gelangt in die Stoff-Trennung, welche auf dem Prinzip der Destillation beruht. Die schwersten Partikel innerhalb des Gasgemisches setzen sich in Form von Teer auf dem Boden ab. Die restlichen Inhaltsstoffe verflüssigen in Abhängigkeit von Ihren unterschiedlichen Kondensationspunkten bei Ihren spezifischen Temperaturen (Diesel, Kerosin, Benzin, Wasser) und werden aufgefangen und separat in Tanks geleitet. Übrig bleibt auch in diesem Prozess ein Gas, welches ebenfalls in den Gasspeicher eingeleitet wird.
Das gewonnene Gas aus Phasentrennung / Stoff-Trennung wird im Gasspeicher gesammelt und betreibt zusammen mit dem aus dem Stoff-Trennung gewonnen Dieselöl ein BHKW und/oder Brennstoffzelle.
BUS-Grundkonzept
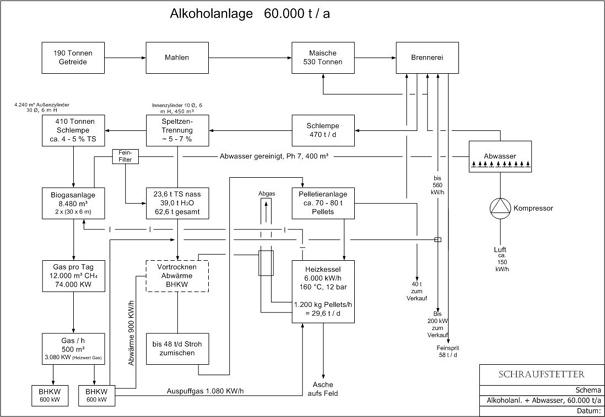
2. Energieautarke Ethanolanlagen u. Systeme |
|
Anlagenauslegung für - 550 t Schlempe Tag
Spelzentrennung 5 % mit 65 % Feuchte ergibt circa 55 t Gesamtmasse
Spelzen Trockenmasse: 27,5 t
Es werden pro Stunde 13,6 t Dampf benötigt. Es werden ~ 600 kW für 1 t Dampf benötigt.
Heizwert der Pellets pro Tonne: 4.800 kW 13,6 t Dampf x 600 kW = 8.200 kW
8.200 kW : 4.800 = 1.700 t Pellets pro Stunde.
Spelzen-Trockenmasse pro Stunde 27,5 : 24= 1,1 t (reicht nicht aus)
Es werden pro Stunde ca. 600 kg Stroh, Sägemehl oder Hackschnitzel benötigt als Trockenmasse.
Falls ohne Trockner pelletiert wird müssen ca. 1,2 t Stroh zugeben, um das Gesamtmaterial zu trocknen. Alternativ: Ein Trockner, der mit Abwärme trocknet (und nur 600 kg Stroh zugeben)
Weiterhin zu berücksichtigen ist:
Es wäre sinnvoll, eine Gasturbine zu verwenden. Die Lebensdauer einer Turbine ist 70 – 100.000 h, ohne große Reparaturen. Bei Gasmotoren fallen teuere Kundendienste usw. an. Lebensdauer: max. 30.000 h.
Von der Gasturbine erhält man Abwärme von 650 – 700 ° C. Bei den Motoren die Hälfte: 500 °C Kühlwasser: 87 °C
Ferner ist noch zu berücksichtigen, dass mindestens 2 MW Wärme in den Kessel einspeisbar ist und die Restwärme noch zum Trocknen verwendet werden kann.
Zweite Berechnung: 1,1 t Trockenmasse Spelzen pro Stunde 0,6 t Stroh pro Stunde Abzüglich 2.000 kW von Gasturbine Gesamtverbrauch pro Stunde: 8.200 kW - ~ 2.000 kW
= 6.200 kW : 4.900 pro t Trockenmasse = 1.300 t Gesamttrockenmasse, die benötigt wird.
Pelzen pro Stunde: 1,1 t Trockenmasse
Es müssten 200 kg Sägemehl oder Stroh, oder Hackschnitzel o.ä. dazu verfeuert werden. Es können auch getrocknete Spelzen in Hackschnitzelgröße pelletiert werden.
Weiterhin muß der Dampfkessel für die Verfeuerung von Strohpellets geeignet sein (Chlor-Gehalt!).
Durch Aufbereitung mit der Doppelextruderpresse minimiert man den Chlorgehalt um die Hälfte auf circa 3 % und das Stroh wird Sauerstoff frei.
Die Entscheidung über das anzuwendende Verfahren muß individuell abgestimmt werden.
2.1. Schema
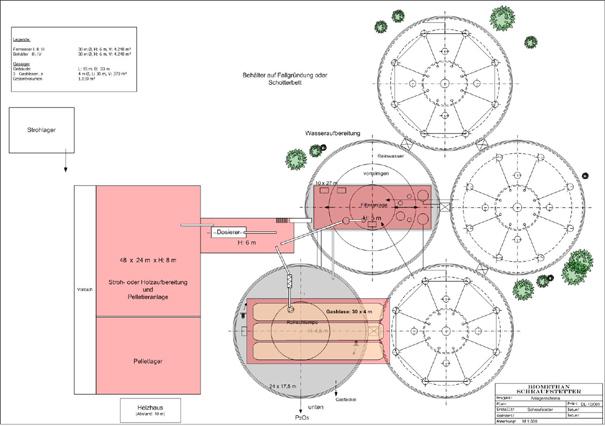
2.2. Anlagenschema Var I
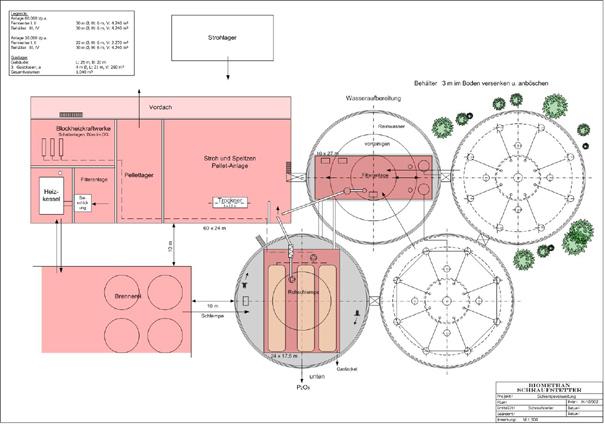
2.3. Anlagenschema Var II
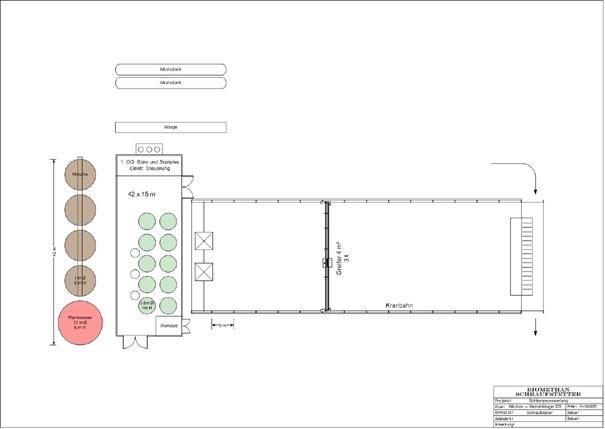
2.4. Alkohol- u. Getreidelager DS
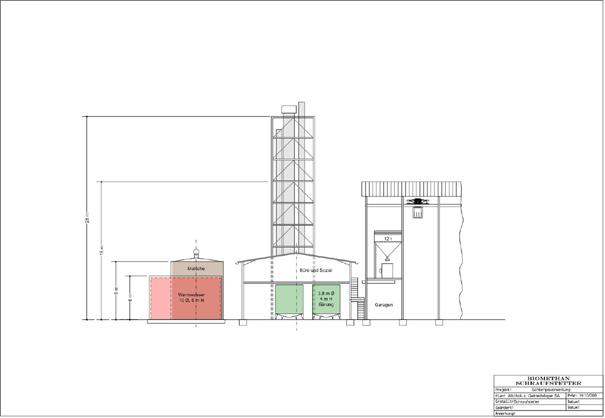
2.5. Alkohol- u. Getreidelager SA
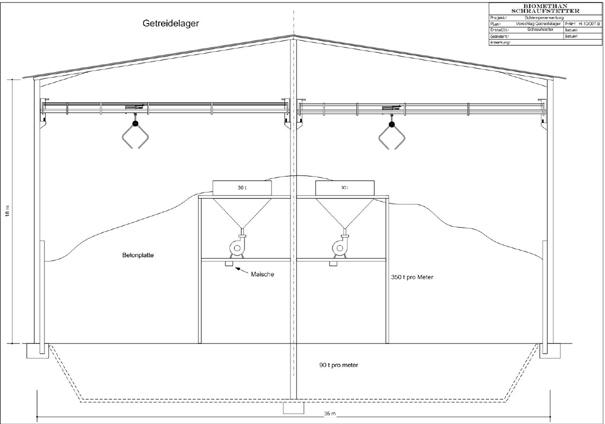
2.6. Var Getreidelager SA
|